Distribua skatolo faranta maŝinon

Mallonga priskribo:
Senvolvigilo
Larĝo de bobenoj: ≤462mm;
Materiala dikeco 0.6mm;
Materiala rulo interna diametro: ≥φ450mm;
Max.OD Bobeno: φ1200mm;Pezo: ≤3T;Ŝpinilo centra alteco: 650mm
Tergrando (longo x larĝo) 1200x1000mm
Tirado kaj Ebeniga maŝino
Nombro da laborruloj: 11 ruloj ebenigantaj
Ĝi konsistas el pinĉrulo kaj ebeniga rulilo.La pinĉa rulilo povas esti ĝustigita individue.La nutra fino de la
ebeniga maŝino estas ekipita per paro da gvidaj plataj ruloj kaj du paroj da gvidaj vertikalaj ruloj.La gvidanta vertikalo
ruliloj povas moviĝi en la centro kaj moviĝi samtempe.
Diametro de ebeniga rulilo: 60MM
Distanco inter nivelaj ruloj: 65MM
NCF-500 Servo-Nutrilo
Funkcio: Mezuru la longon de la laborpeco kaj laborpostulojn por tirado, nutrado kaj stampado.
Strukturaj trajtoj: Du paroj da tiraj ruliloj, tirada rulpremilo redukta ĝustiga aparato, kadro, servomotoro, ktp.;
Servomotora kontrolo: Fiksa-longa nutrado;
LCD-tuŝekrano: facile ŝanĝi kaj agordi diversajn teknikajn parametrojn.
Parametro:
(1) La maksimuma pasa larĝo de la folio estas 462mm
(2) Metodo de nutrado: Servo-nutrado
(3) Tempoj de nutrado laŭ pugnotempoj
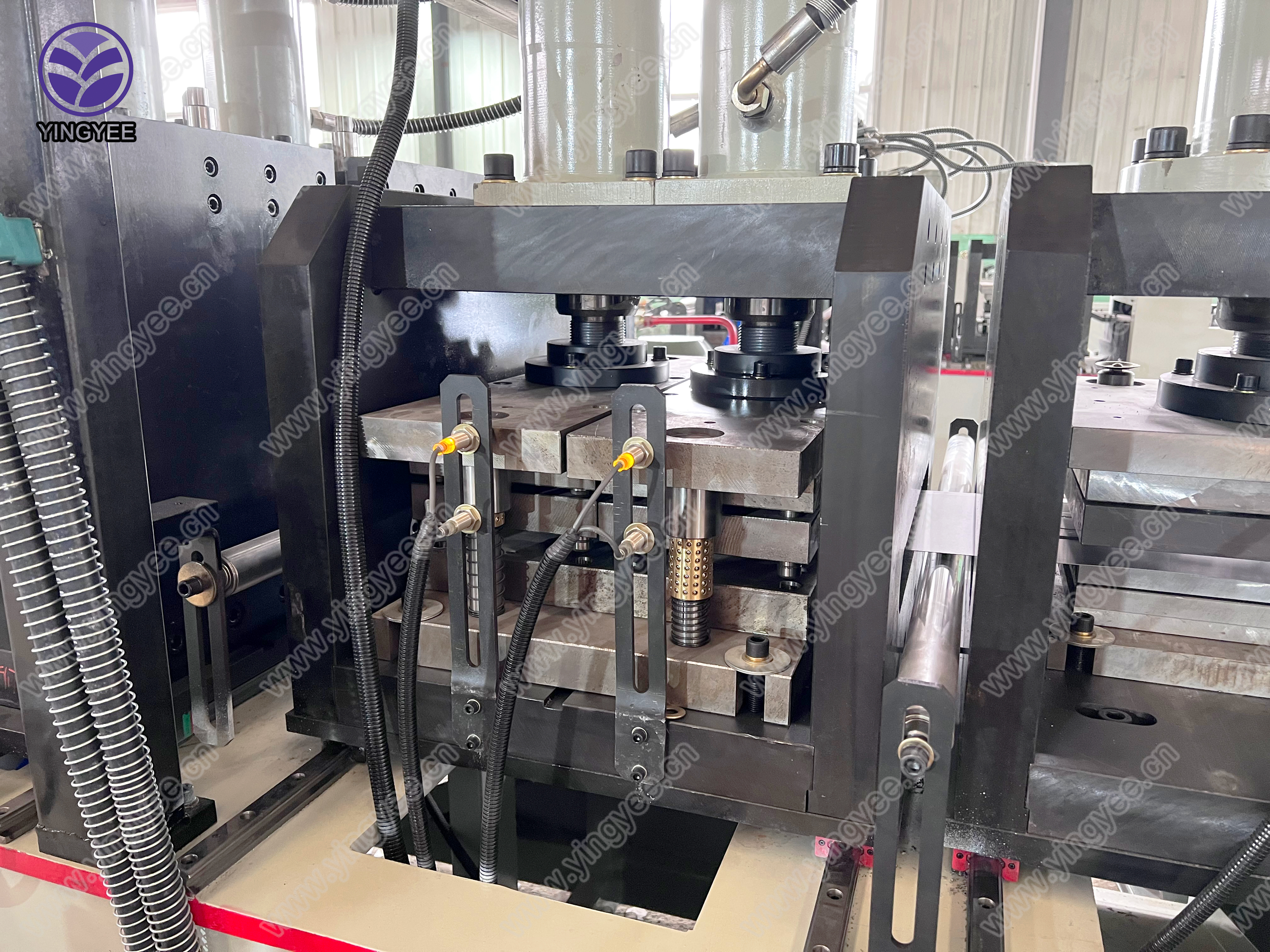
Punksistemo
1. Komponita de 4 hidraŭlika pugnomaŝino
2. Komponanto: Bazo, hidraŭlika prema aparato, hidraŭlika sistemo ktp.;
3. Parametro: (1) Taksita premo 16Mpa-25 Mpa
(2) Potenco 7.5KW
4. Funkcio: Kompletigu la logoon kaj hoki/tranĉi angulon de 2F-tabulo.
Kompletigu la emblemon kaj hoku/tranĉan malplenigon de la 1F-tabulo por provizi folion por la formado de unuopa ŝtopilo.
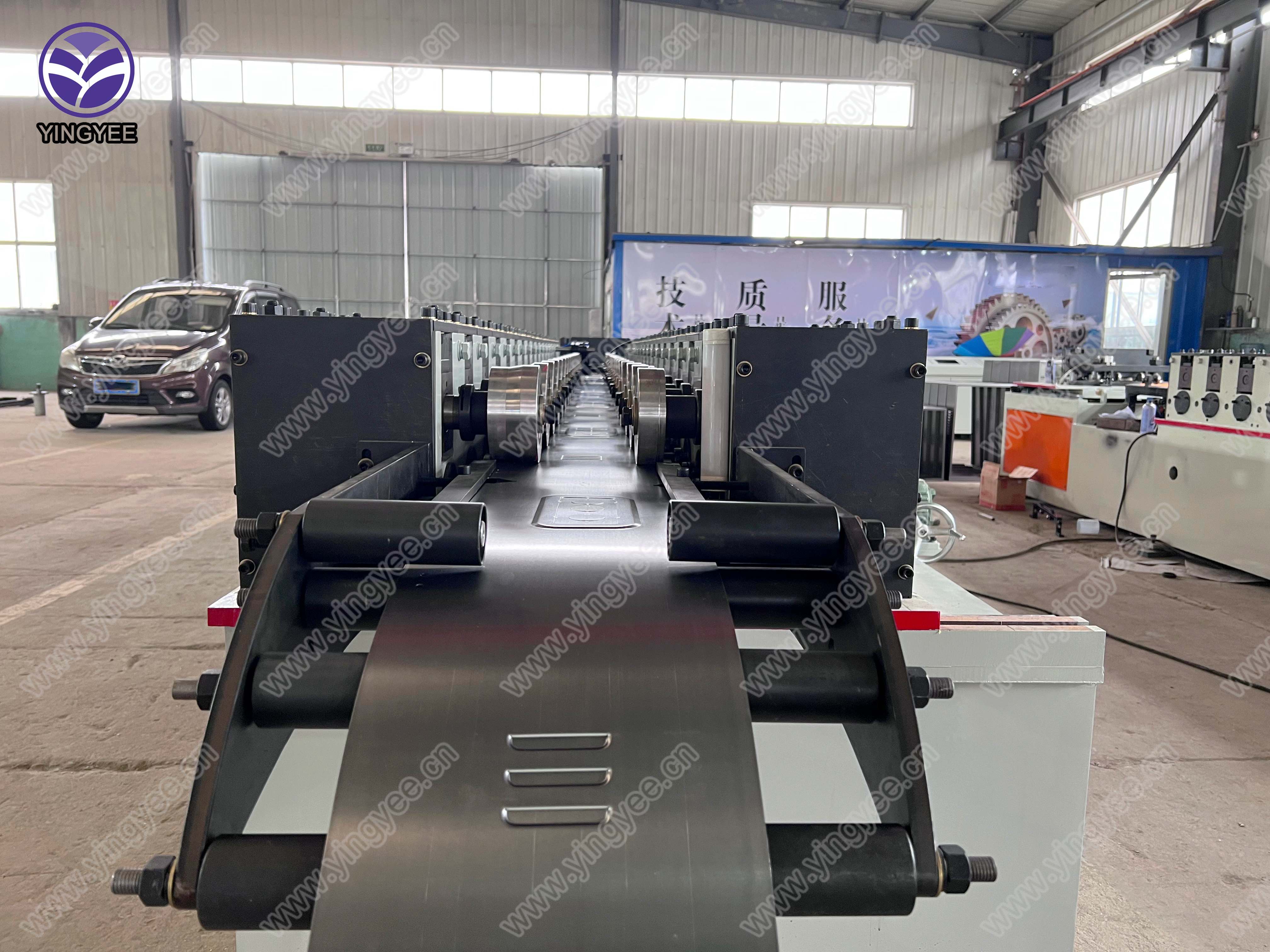
Rulo formanta maŝino
Maŝino 1 por Fundo F2: Torii tra ŝafto
strukturo + kantilevrita gastiganta strukturo;Kompleta kontinua manĝiga muldado.
Maŝino 2 por Fundo F1: Torii tra ŝaftostrukturo + kantilevrita gastiga strukturo;Kompleta unu-folia manŝtopilo nutrado
formante.
Strukturo: Rapidŝanĝa tipo-ĝustigmekanismo.La lito adoptas veldan strukturon kaj streĉan traktadon;la ilaro adoptas 45
ŝtalo malmola dento surfaco;
Alta forto, alta malmoleco, alta precizeco, alta servodaŭro.
Parametroj:
(1) Krudmateriala dikeco 0.6mm (kiam σs≤260Mpa)
(2) Larĝo de krudmaterialo ≤462mm (ĝustigebla)
(3) Formante enirpermesiloj: Formanta maŝino ①: 17 enirpermesiloj;Formanta maŝino ②: 12 paŝoj
(4) Motoro potenco 5.5kw, frekvenca konvertiĝo motoro
(5) Transdono-reĝimo Gear-transdono
(6) Rulmuelejo rapido 0-12m/min
(7) Rulo materialo Cr12 estingita HRC56°-60°
Aŭtomata Hidraŭlika traka tranĉmaŝino
Funkcio: Aŭtomate tranĉu kaj fleksu la malvarman formitan profilon interrete laŭ la grandeco postuloj.
Strukturo:
Tranĉa kapo: Cilindro, supra plato, kolono, bazplato.
Maŝina korpo: Platoj, radoj, aksoj, kadrokorpoj, bufroj, bazaj traboj, ktp.
Parametroj:
(1) Maksimuma tranĉita sekcio (longo × larĝo) 433 × 16mm
(2) Tera grandeco (longo × larĝo): 1000mm × 800mm
(3) Hidraŭlika potenco: 4kw
Ricevanta tablo
Strukturo: rulila tipo, sen potenco;kunmetita de lito, subteno, rulŝakto,
Elektra kontrolo sistemo
La tuta linio adoptas PLC-kontrolon, LCD-tuŝon
ekrano, hom-maŝino interfaco.
Funkcio:
(1) Cifereca agordo de partlongo.
(2) La longo de la partoj povas esti ĝustigita.
(3) Realtempa monitorado de ekipaĵo funkcianta stato kaj misfunkciado indiko.
Estas du manieroj de operacio: mana/aŭtomata
En la mana stato, ĝi povas esti funkciigita kiel memstara maŝino, kiu estas oportuna por bontenado;en la aŭtomata stato, la
tuta linio de produktado operacio estas efektivigita, kaj la sekvenco komenciĝas
Krizhaltaj butonoj sur la tuta linio, kiuj estas facile manipuleblaj kriz-akcidentoj kaj certigas la sekurecon de ekipaĵo kaj
telefonistoj